
PHƯƠNG PHÁP ĐIỀU CHỈNH KHE HỞ NHIỆT Ở ĐỘNG CƠ ĐỐT TRONG
PHƯƠNG PHÁP ĐIỀU CHỈNH KHE HỞ NHIỆT Ở ĐỘNG CƠ ĐỐT TRONG
Điều chỉnh khe hở nhiệt ở Động cơ đốt trong là một trong những nội dung nằm trong chương trình đào tạo kỹ thuật viên trung cấp ngành Công nghệ Ô tô.
Để có tay nghề tốt, thực hành thành thạo đòi hỏi người Kỹ thuật viên phải nắm được nguyên lý làm việc của Động cơ đốt trong, hoạt động của cơ cấu phối khí và các thông số kỹ thuật của động cơ…
Trong quá trình làm việc, các chi tiết của cơ cấu phối khí có thể bị mòn, hỏng hoặc có sai lệch…dẫn đến sai lệch Góc pha phối khí của động cơ, làm cho động cơ khó khởi động, làm việc không ổn đinh, không phát huy được công suất của động cơ…
Vì vậy trong quá trình làm bảo dưỡng, sửa chữa Cơ cấu phối khí người kỹ thuật viên cần phải kiểm tra và điều chỉnh lại khe hở nhiệt cho động cơ theo đúng yêu cầu kỹ thuật.
Sau đây sẽ giới thiệu phương pháp Điều chỉnh khe hở nhiệt ở Động cơ đốt trong.
- Tầm quan trọng của việc điều chỉnh khe hở nhiệt xupap
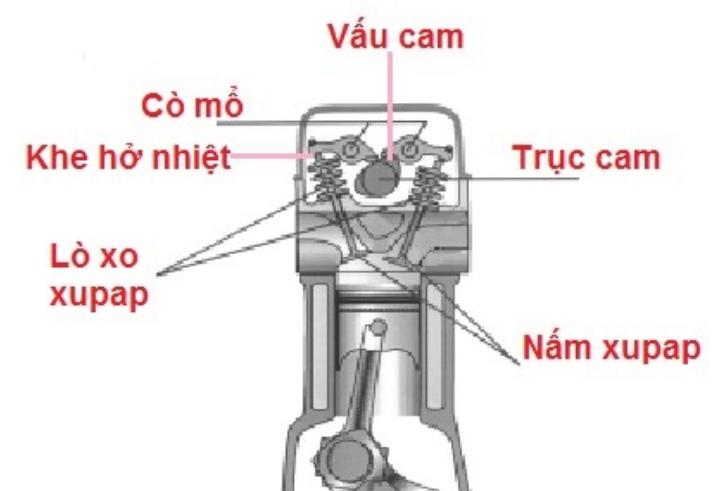
Như đã biết mọi vật đều bị giãn nở khi nhiệt độ tăng. Khi động cơ làm việc xupáp là chi tiết luôn luôn tiếp xúc với khí cháy có t0 cao vì vậy nó cũng bị giãn nở trong quá trình làm việc.
Nếu không có khe hở nhiệt xupáp thì khi động cơ làm việc xupáp bị giãn nở làm cho nó đóng không kín vào ổ đỡ làm giảm áp suất cuối kỳ nén đồng thời xupáp còn bị cháy, rỗ bề mặt tiếp xúc với bệ đỡ. Nếu khe hở nhiệt quá lớn thì sẽ làm thay đổi thời điểm đóng mở của các xupáp dẫn đến làm giảm công suất của động cơ, tăng mức tiêu hao nhiên liệu, giảm tuổi thọ của động cơ…. Vì vậy trong sử dụng, bảo dưỡng và sửa chữa ta thường xuyên kiểm tra và điều chỉnh khe hở nhiệt xupáp.
- 2. Khái niệm về khe hở nhiệt xupáp.
Khe hở nhiệt xu páp là khe hở được tạo ra bởi tất cả các chi tiết từ trục cam đến xupáp khi xupáp đóng. Khe hở này được biểu thị bằng khoảng cách giữa đuôi xupáp và đầu cò mổ khi xupáp đóng. Một số động cơ có trục cam đặt trên nắp máy tác động trực tiếp và xupáp thì khe hở nhiệt là khoảng cách giữa cam và đuôi xupáp. ở những động cơ này, thường điều chỉnh khe hở nhiệt bằng cách thay các tấm đệm ở đuôi xupáp.
- 3. Mục đích điều chỉnh khe hở nhiệt xupáp
Sau một thời gian động cơ hoạt động hoặc sau khi tháo lắp cơ cấu phân phối khí, cần phải tiến hành điều chỉnh khe hở nhiệt nhằm mục đích:
- Xupáp đóng kín cửa nạp, cửa xả;
- Xupáp mở đúng thời điểm.
- Cơ cấu xupáp làm việc êm không bị va đập mạnh.
- 4. Điều kiện để điều chỉnh khe hở nhiệt
Muốn điều chỉnh được khe hở nhiệt xupáp cần phải:
- Phải biết được chiều quay của động cơ.
- Biết xác định điểm chết trên.
- Biết được thứ tự làm việc của động cơ.
- Xác định được vị trí các xupáp nạp và các xupáp xả trên động cơ.
- Hiểu rõ cách bố trí cơ cấu và nhận biết vị trí điều chỉnh cơ cấu phân phối khí.
- Biết được khe hở nhiệt tiêu chuẩn của động cơ. Tuỳ theo loại động cơ mà khe hở nhiệt xu páp có trị số từ 0,20 - 0,30 mm đối với xu páp nạp và 0,25 - 0,35 mm đối với xu páp xả.
- 5. Phương pháp điều chỉnh khe hở nhiệt.
a, Điều chỉnh đơn chiếc.
Tức là lần lượt điều chỉnh khe hở nhiệt xupáp của từng xi lanh theo thứ tự nổ của động cơ.
Thứ tự nổ của động cơ được ghi trong lý lịch máy.(Thông thường 4 máy thứ tự nổ là 1-3-4-2; 6 máy:1-5-3-6-2-4; 8 máy: 1-5-4-2-6-3-7-8).
Kiểm tra thứ tự nổ của động cơ theo cách chia của đầu dây cao áp hoặc quan sát sự chấp chới của cò mổ khi quay trục khuỷu 2 vòng đó là thứ tự làm việc của máy ta cần tìm.
- Quy trình điều chỉnh khe hở nhiệt xu páp:
Bước 1: Xác định vị trí của xupáp nạp, xupáp xả
Bước 2: Quay trục khuỷu để piston máy số 1 lên Điểm chết trên tương ứng với thời điểm “cuối nén - đầu nổ”. Lúc này đũa đẩy hoặc con đội xoay tự do và dấu Điểm chết trên ở trên puly hoặc ở bánh đà trùng với dấu trên thân máy, ở thời điểm này 2 xupáp của máy số 1 đóng kín (có khe hở nhiệt) và tiến hành điều chỉnh khe hở nhiệt cho cả 2 xu páp;
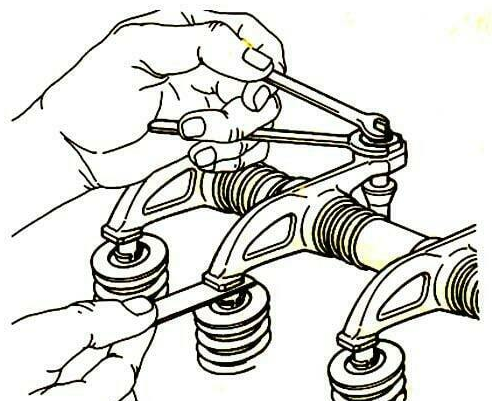
Bước 3: Dùng clê nới lỏng đai ốc hãm trên đũa đẩy, hoặc đai ốc hãm của vít điều chỉnh hoặc đai ốc hãm của con đội.
Bước 4: Chọn căn lá có chiều dày thích hợp để đo khe hở giữa đuôi xu páp với đầu cò mổ (xupáp treo) hoặc với đầu bu lông điều chỉnh của con đội (xu páp đặt);
Bước 5: Dùng tuốc nơ vít vặn vít điều chỉnh (xupáp treo) hoặc dùng clê dẹt vặn bu lông điều chỉnh (xupáp đặt), khi nào xê dịch căn lá thấy vừa sít là được(vặn vít chỉnh chạm rồi vặn nới ra 90o );
Bước 6: Giữ nguyên tuốc nơ vít hoặc bulông điều chỉnh và dùng clê vặn chặt đai ốc hãm lại. Chú ý không để vít hay bu lông xoay khi vặn đai ốc hãm;
Bước 7: Chia dấu ở bánh đà hoặc puly tương ứng với góc lệch công tác của các máy. Những dấu này là Điểm chết trên của các pit tông theo thứ tự nổ của động cơ.
Ví dụ:
- Động cơ 4 xi lanh đánh 2 dấu cách nhau 1800
- Động cơ 6 xi lanh đánh 3 dấu cách nhau 1200
- Động cơ 8 xi lanh đánh 4 dấu cách nhau 900
Bước 8: Quay trục khuỷu cho dấu thứ 2 trùng với dấu trên thân máy.
Bước 9: Điều chỉnh 2 xupáp của máy kế tiếp theo thứ tự nổ của động cơ như các bước: bước 3, bước 4, bước 5 và bước 6.
Bước 10: Tiếp tục thực hiện các bước 8; 9 để điều chỉnh khe hở nhiệt cho các máy còn lại.
Phương pháp điều chỉnh đơn chiếc có ưu điểm là đảm bảo chính xác (hay sử dụng) nhưng do điều chỉnh khe hở nhiệt xupáp của từng xi lanh phải xác định nhiều lần nên mất nhiều thời gian.
b, Điều chỉnh hàng loạt
Tức là quay trục khuỷu 2 lần, vị trí của trục khuỷu ở 2 lần quay cách nhau 360o, tại mỗi vị trí của trục khuỷu có thể điều chỉnh được khe hở nhiệt của nhiều xu páp trên nhiều xi lanh.
Các bước tiến hành như sau:
Bước 1: Quay trục khuỷu cho piston máy số 1 ở Điểm chết trên, ứng với thời điểm “cuối nén - đầu nổ”. Tiến hành điều chỉnh khe hở nhiệt cho tất cả các xupáp ở trạng thái đóng.
Bước 2: Quay trục khuỷu 3600 so với vị trí 1, điều chỉnh khe hở nhiệt của các xu páp còn lại.
Ví dụ: Điều chỉnh khe hở nhiệt của động cơ 4 kỳ, 4 xi lanh và thứ tự nổ là 1- 2 - 4 - 3 . Các bước tiến hành như sau:
Bước 1: Quay trục khuỷu cho piston 1 ở Điểm chết trên ứng với thời điểm cuối nén- đầu nổ (theo bảng thứ tự nổ tại 3600). Tại vị trí này điều chỉnh được khe hở nhiệt các xu páp sau: (xupáp nạp và xả của máy1, xupáp xả của máy 2, xupáp nạp của máy 3).
Bước 2: Quay trục khuỷu 3600 (theo bảng thứ tự nổ tại 7200). Tại vị trí này điều chỉnh khe hở nhiệt của các xupáp còn lại: (xu páp nạp của máy 2, xupáp xả của máy 3, xupáp nạp và xupáp xả của máy 4).
Phương pháp điều chỉnh hàng loạt nhanh nhưng ít chính xác (thường sử dụng ở những động cơ nhiều xi lanh khi bảo dưỡng định kỳ).
BẢNG THỨ THỰ NỔ CỦA ĐỘNG CƠ 1-2-4-3
Góc quay trục khuỷu Máy 1 Máy 2 Máy 3 Máy 4 00-1800 Nạp Xả Nén Nổ 1800-3600 Nén Nạp Nổ Xả 3600-5400 Nổ Nén Xả Nạp 5400-7200 Xả Nổ Nạp Nén
- Cách kiểm tra
- Quay trục khuỷu theo chiều làm viêc vài vòng sau đó kiểm tra lại khe hở nhiệt của từng máy bằng thước lá. Nếu khe hở đạt tiêu chuẩn thì thôi, nếu chưa đạt tiêu chuẩn thì ta phải tiến hành điều chỉnh lại theu các bước như trên.
BÀI VIẾT THÁNG 7 - THẦY CAO NHƯ CHU
Link nội dung: https://pmil.edu.vn/dieu-chinh-khe-ho-nhiet-a58383.html